
What is the Use of Bucket Conveyor?
Friday March-14 2025 16:26:11
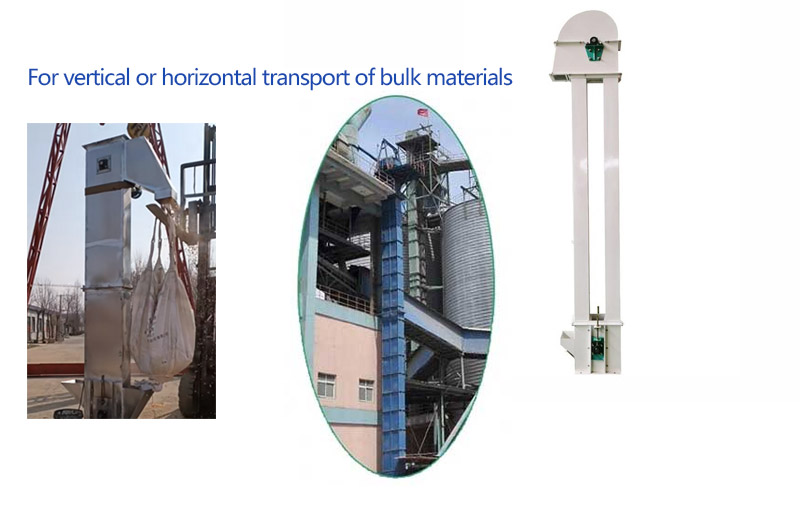
A bucket conveyor is a mechanical device used to transport bulk materials vertically or horizontally. It consists of a series of buckets attached to a belt, chain, or cable, which move materials efficiently.
1. Vertical Material Transport
Primary Use: Bucket conveyors are widely used for lifting materials vertically, such as in grain elevators, cement plants, and mining operations.
In grain storage facilities, bucket conveyors lift grains from ground level to silos for storage.
2. Bulk Material Handling
Key Application: They are ideal for handling bulk materials like coal, sand, gravel, and agricultural products.
Advantage: The enclosed design prevents material spillage and contamination, making it suitable for food and chemical industries.

3. High-Capacity Operations
Industrial Use: Bucket conveyors are used in industries requiring high-capacity material transport, such as mining and construction.
In mining, they transport extracted minerals from deep pits to processing plants.
4. Automation in Manufacturing
Role: They are integrated into automated production lines to move raw materials or finished products between stages.
Example: In automotive manufacturing, bucket conveyors transport parts like screws and bolts to assembly stations.
5. Specialized Applications
Unique Uses:
Food Industry: Transporting grains, flour, and other food products while maintaining hygiene standards.
Chemical Industry: Handling powders and granules without contamination.
Waste Management: Moving waste materials in recycling plants.
Bucket conveyors are versatile and essential in industries requiring efficient, high-capacity material transport. Their ability to handle bulk materials vertically and horizontally, combined with their enclosed design, makes them a reliable choice for industries like mining, agriculture, food processing, and manufacturing.
Recommend Product
Related Information
Products
Hot Modules
locations
![]()
![]()
![]()
![]()
headquarters
Address:China,Yanjin county forest park gate to the west 1000 meters north road.