
What is Chain Type Bucket Elevator?
Wednesday March-19 2025 16:28:35
A Chain Type Bucket Elevator is a robust and efficient material handling system designed to transport bulk materials vertically. It is widely used in industries such as agriculture, mining, cement, and chemical processing due to its durability and high load capacity.
What is Chain Type Bucket Elevator?
A chain type bucket elevator utilizes a series of buckets attached to a chain to lift materials vertically. It is ideal for handling heavy, abrasive, or high-temperature materials, making it a preferred choice in demanding industrial environments.

Chain Type Bucket Elevator Feature
High Load Capacity: Capable of handling heavy and bulky materials.
Durability: Chains are made of high-strength steel, resistant to wear and tear.
Versatility: Suitable for a wide range of materials, including grains, ores, cement, and chemicals.
High Efficiency: Designed for continuous operation with minimal downtime.
Customizable: Available in various sizes, speeds, and configurations to meet specific needs.
Chain Type Bucket Elevator Application
Agriculture: Transporting grains, seeds, and fertilizers.
Mining: Lifting ores, coal, and minerals.
Cement Industry: Handling clinker, limestone, and cement.
Chemical Industry: Moving powders, granules, and abrasive materials.
Food Processing: Conveying food-grade materials like sugar and flour.

Chain Type Bucket Elevator Working Principle
Loading: Material is fed into the elevator through the inlet (boot section). The buckets scoop up the material as they move upward.
Lifting: The chain drives the buckets vertically, carrying the material to the desired height.
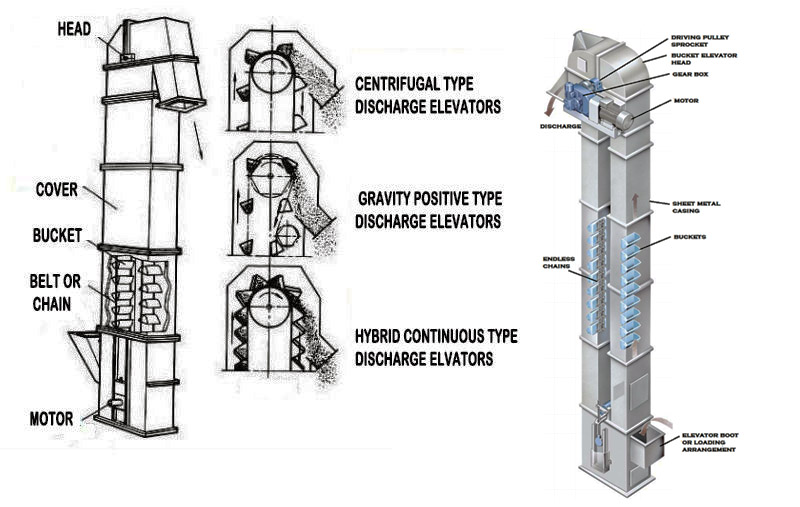
Discharging: At the top, the buckets tip over (centrifugal or gravity discharge), and the material is ejected through the outlet (head section).
Returning: The empty buckets travel back down to the bottom to repeat the cycle.
Chain Type Bucket Elevator Structure and Components
Buckets: Attached to the chain, these containers carry the material.
Chain: High-strength steel chains drive the buckets.
Drive Unit: Provides power to move the chain and buckets.
Inlet (Boot): Where material is fed into the elevator.
Outlet (Head): Where material is discharged.
Casing: Encloses the system for safety and to prevent material spillage.
Chain Type Bucket Elevator Parameters
Capacity: Ranges from 10 to 500 tons per hour.
Lifting Height: Typically up to 50 meters, but customizable for higher requirements.
Bucket Size: Varies based on material type and volume.
Chain Speed: Adjustable to optimize material handling.
Power: Depends on capacity, height, and material characteristics.
Chain Type Bucket Elevator Customer Case

Case 1: Cement Plant
Application: Transporting clinker and cement.
Capacity: 200 tons/hour.
Lifting Height: 30 meters.
Solution: A heavy-duty chain type bucket elevator with abrasion-resistant buckets and high-strength chains was installed, ensuring reliable and efficient operation.
Case 2: Grain Processing Facility
Application: Lifting wheat and corn.
Capacity: 50 tons/hour.
Lifting Height: 20 meters.
Solution: A food-grade chain type bucket elevator with smooth buckets and easy-clean design was implemented, meeting hygiene standards.
Case 3: Mining Operation
Application: Transporting coal and ores.
Capacity: 300 tons/hour.
Lifting Height: 40 meters.
Solution: A rugged chain type bucket elevator with reinforced chains and impact-resistant buckets was deployed, handling abrasive materials with minimal wear.
The chain type bucket elevator is a reliable and efficient solution for vertical material handling in various industries. Its robust design, high load capacity, and adaptability make it an essential component in bulk material processing and transportation systems.
Recommend Product
- Chain Type Bucket Elevator
- NE Plate Chain Bucket Elevator
- TH type chain bucket elevator
- TH Chain Bucket Elevator
Related Information
Products
Hot Modules
locations
![]()
![]()
![]()
![]()
headquarters
Address:China,Yanjin county forest park gate to the west 1000 meters north road.