
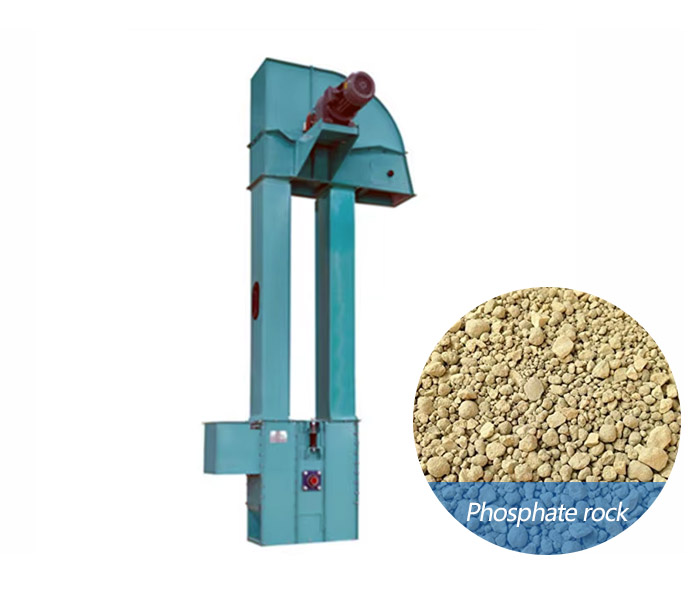
Potash Conveying Bucket Elevator
An elevator designed specifically for transporting potash fertilizer vertically from one level to another.
| Lifting height | 10-40 meters, customized according to specific needs. |
| Conveying capacity | 10-150t/h |
| Hopper capacity | 0.5-50 L |
| Motor power | 3-7.5 kW |
| Material | carbon steel, stainless steel, etc. |
| Bucket | Q-type (light bucket), H-type (arc bottom bucket), Zd-type (middle deep bucket), and Sd-type (deep bucket) |
What is Potash Conveying Bucket Elevator?
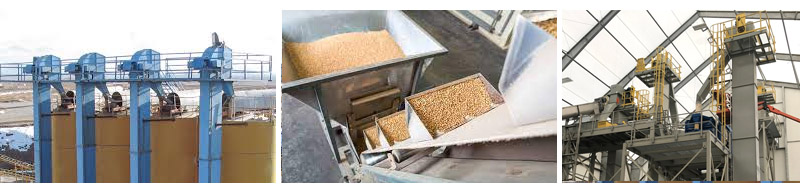
Potash, a vital component in fertilizer production, is a valuable resource that demands efficient and reliable handling throughout the processing chain. From mine to market, ensuring the seamless movement of potash is crucial for maintaining productivity and profitability. This is where the potash conveying bucket elevator steps in, proving itself as an indispensable workhorse in the potash industry.

Why Choose a Bucket Elevator for Potash Conveying?
Unlike other conveying methods, bucket elevators offer a unique combination of advantages specifically suited for potash handling:
Vertical Lifting Capability: Bucket elevators excel at vertically transporting potash, a crucial requirement in many processing plants where space is limited, and materials need to be elevated to different levels for processing or storage.
Gentle Handling: Potash, being a fragile material, can easily degrade during transportation. Bucket elevators, with their enclosed design and gentle scooping action, minimize degradation and dust generation, preserving the quality and value of your potash.
High Capacity and Efficiency: Modern bucket elevators are designed to handle large volumes of potash efficiently, ensuring a smooth and uninterrupted flow of materials throughout your operation.
Durability and Reliability: Constructed from robust materials like abrasion-resistant steel, bucket elevators are built to withstand the harsh conditions often encountered in potash processing, ensuring long service life and minimal downtime.
Dust Control: Enclosed bucket elevators effectively contain dust, creating a cleaner and safer working environment for your employees and minimizing product loss.
What are the categories of potash conveying bucket elevator?

Centrifugal Discharge Elevators: Suitable for free-flowing materials (such as potash), the centrifugal force generated by high-speed rotation throws the material out of the hopper.
Continuous Discharge Elevators: Suitable for fragile or abrasive materials, running at low speeds, providing gentler material handling.
Super Capacity Elevators: Designed for high-capacity applications, equipped with larger hoppers and more robust structures, suitable for large-scale potash conveying.
What are the applications of potash conveying bucket elevator?
Potash Conveying Bucket Elevator is widely used in the mining, processing and storage of potash, such as: Conveying potash from mines to processing equipment; lifting potash to mixing or packaging equipment in fertilizer production; conveying potash to storage silos or transport vehicles; in addition, it can transport fertilizers, potash and salt, cement, sand, etc.
How does the Potash Conveying Bucket Elevator work?
When the Potash Conveying Bucket Elevator is working, potash fertilizer enters the elevator through the feed port at the bottom, and the bucket fixed on the belt or chain scoops up the potash fertilizer; the bucket filled with potash fertilizer moves vertically upward along the closed casing with the operation of the belt or chain; when the bucket reaches the top, the potash fertilizer is discharged from the bucket through centrifugal force or gravity, enters the discharge port, and is transported to the designated location (such as a storage bin or processing equipment); the empty bucket after unloading moves downward with the belt or chain, returns to the bottom, and restarts loading, forming a continuous cycle.
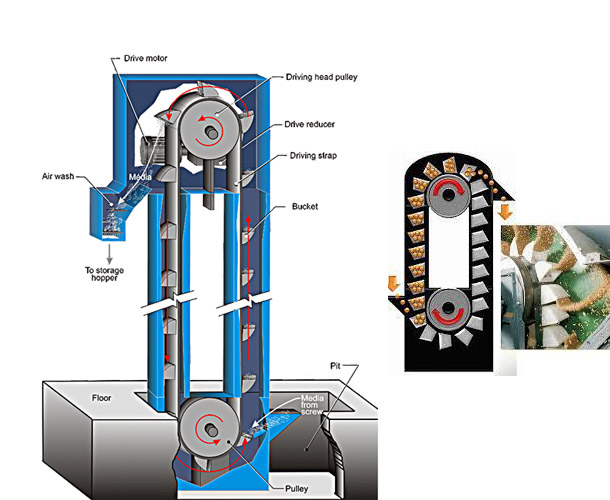
The whole process is efficient and closed, reducing dust and material loss, and is suitable for vertical transportation of fragile and dusty materials such as potash fertilizer.
Potash Conveying Bucket Elevator Parameters
| Model | Max feed size(mm) | Capacity(T/H) | Lifting speed(m/s) | Belt width(mm) | Lifting height(m) |
| TD160 | 25 | 5.4-16 | 1.4 | 200 | <40 |
| TD250 | 35 | 12-35 | 1.6 | 300 | |
| TD315 | 45 | 17-40 | 1.6 | 400 | |
| TD400 | 55 | 24-66 | 1.8 | 500 | |
| TD500 | 60 | 38-92 | 1.8 | 600 | |
| TD600 | 70 | 85-142 | 2 | 700 |
| Model | Feed size MM | Bucket | Height m | Lifting capacity (m³/h) | Weight | ||
| Distance mm | Width MM | Capacity L | |||||
| TB250 | 90 | 200 | 250 | 3 | 5-40 | 25 | According to the specific vertical bucket elevator order total drawing verification to determine |
| TB315 | 100 | 200 | 315 | 6 | 46 | ||
| TB400 | 110 | 250 | 400 | 12 | 75 | ||
| TB500 | 130 | 320 | 500 | 25 | 95 | ||
| TB630 | 150 | 400 | 630 | 50 | 148 | ||
|
Note: THE conveying capacity in the table is calculated according to the filling coefficient ψ-0.8 for reference only. |
|||||||
Potash conveying bucket elevator customer case
| Application scenario | Lift height | Lifting capacity | Motor power | Configuration |
| Transporting raw potash ore from underground mining to surface processing plant | 45 meters | 100 tons/hour | 55 kW | Heavy-duty rubber with steel-reinforced buckets |
| Moving refined potash to blending & packaging lines | 25 meters | 80 tons/hour | 30 KW | Stainless steel (food-grade compliance) |
| Loading potash into ships & railcars at a port facility | 30 meters | 70 tons/hour | 75 KW | Explosion-proof design for hazardous zones |
How to choose a potash conveying bucket elevator?
Selecting the right bucket elevator for your potash conveying needs requires careful consideration of several factors:
Capacity: Determine the required throughput (tons per hour) to ensure the elevator can handle your production volume.
Lift Height: The vertical distance the potash needs to be transported will influence the elevator's design and power requirements.
Material Characteristics: Consider the potash's particle size, moisture content, and abrasiveness to select appropriate bucket size, spacing, and elevator speed.
Environment: Factors like temperature, humidity, and potential exposure to corrosive elements should be considered when choosing materials and coatings.
Maintenance and Accessibility: Opt for a design that allows for easy inspection, maintenance, and cleaning to minimize downtime and ensure optimal performance.



Products
Hot Modules
locations
![]()
![]()
![]()
![]()
headquarters
Address:China,Yanjin county forest park gate to the west 1000 meters north road.