
How Many Types of Bucket Elevators Are There?
Friday March-14 2025 16:19:48
Bucket elevators are essential equipment for vertical material handling in industries such as agriculture, mining, construction, and food processing. They are classified into various types based on their design, application, and material characteristics. Below is a detailed explanation of the main types of bucket elevators, based on relevant information from Google search results and related sources.
1. Belt Bucket Elevator

Design: Uses a rubber or fabric belt as the traction mechanism, with buckets attached to it.
Applications: Ideal for lightweight, non-abrasive materials like grains, seeds, and powders.
Advantages: Smooth operation, low noise, and high efficiency.
Examples: TD series bucket elevators are commonly used for vertical transportation of materials like wheat, corn, and plastic pellets.
2. Chain Bucket Elevator
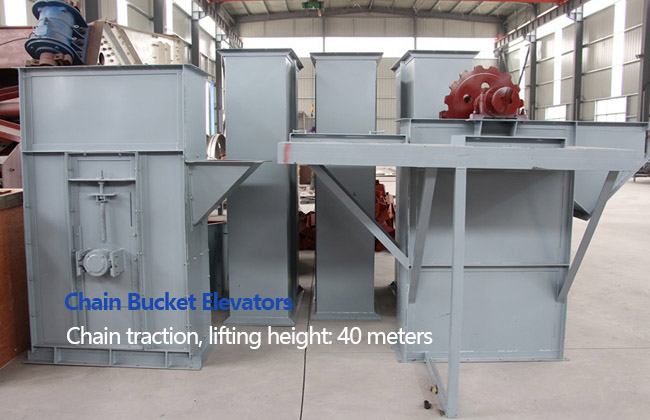
Design: Utilizes chains (round link or forged) as the traction mechanism.
Applications: Suitable for heavy-duty and abrasive materials such as coal, cement, and minerals.
Advantages: High strength, durability, and ability to handle large capacities.
Examples: TH series and HL series are widely used for materials like coal, cement, and crushed ore.
3. Plate Chain Bucket Elevator

Design: Features plate chains and buckets designed for heavy loads.
Applications: Used for large, abrasive, and high-temperature materials like limestone, clinker, and gypsum.
Advantages: High load capacity, resistance to wear, and suitability for high-temperature environments (up to 250°C).
Examples: NE series bucket elevators are popular in industries requiring high-capacity vertical transportation.
4. Centrifugal Discharge Bucket Elevator

Design: Relies on centrifugal force to discharge materials at high speeds.
Applications: Suitable for fine, dry, and free-flowing materials like grains and powders.
Advantages: High-speed operation and efficient discharge.
Examples: Commonly used in food processing and agricultural industries.
5. Continuous Discharge Bucket Elevators
Design: Uses closely spaced buckets and low-speed operation for gentle material handling.
Applications: Ideal for fragile or cohesive materials like fertilizers and chemicals.
Advantages: Gentle handling, minimal material degradation, and low power consumption.
Examples: Often used in chemical and pharmaceutical industries.
6. Other Specialized Types
GTD/GTH Series: High-efficiency models designed for extreme conditions, such as high temperatures or corrosive environments914.
TG Series: Reinforced belt elevators with steel cord belts, commonly used in grain handling.
Bucket elevators are versatile and can be tailored to meet specific material handling needs. The main types include belt, chain, and plate chain elevators, each suited for different materials and industrial applications. When selecting a bucket elevator, factors such as material characteristics, capacity, and environmental conditions should be considered to ensure optimal performance.
Recommend Product
Related Information
Products
Hot Modules
locations
![]()
![]()
![]()
![]()
headquarters
Address:China,Yanjin county forest park gate to the west 1000 meters north road.