
Flour conveying bucket elevator
Vertical flour conveyor can lift flour from low to high
Lifting capacity: 15-800 cubic meters per hour
Lifting height: 40 meters
Material temperature: below 250°C
Application: Suitable for vertical lifting of various powdery materials such as flour, wheat flour, corn flour, soybean flour, etc.
What is Flour Conveying Bucket Elevator?
Flour conveying bucket elevator is a kind of equipment specially used for vertical conveying of flour and other powdered materials. It lifts materials from low to high through a bucket fixed on a chain or belt, and is suitable for industrial scenarios that require efficient and continuous conveying.
What is the purpose of flour conveying bucket elevator?
The main purpose of the Flour conveying bucket elevator is to achieve efficient and continuous vertical conveying of flour and other powdered materials. It is designed to reduce material breakage, prevent dust leakage, and ensure the hygiene and safety of the conveying process.

What are the applications of flour conveying bucket elevator?
Food industry: used for conveying powdered materials such as flour, powdered sugar, starch, etc.
Chemical industry: conveying powdered chemicals such as calcium carbonate, talcum powder, etc.
Pharmaceutical industry: used for vertical conveying of pharmaceutical raw materials.
Agriculture and feed industry: conveying grain powder, feed additives, etc.

How does a flour conveying bucket elevator work?
The material enters the bottom hopper of the elevator through the feed port. The hopper fixed on the chain or belt lifts the material vertically to the top. At the top, the material is discharged from the hopper by centrifugal force or gravity and enters the discharge port; the empty hopper returns to the bottom to complete a cycle.
What are the advantages of flour conveying bucket elevator?
Efficient conveying: large-capacity hopper design ensures high conveying efficiency.
Low breakage rate: suitable for fragile materials such as flour, reducing material breakage.
Good sealing: prevents dust leakage and meets hygiene standards.
Stable operation: high-strength chain or belt is used to ensure long-term stable operation of the equipment.
Easy maintenance: modular design, easy to clean and maintain.
Flour conveying bucket elevator parameter
| model | Lifting height (m) | Conveying capacity (m3/h) | Hopper capacity (L) | Motor power (kW) |
| TH160 | 25 | 7-12 | 2.6 | 3月4日 |
| TH200 | 28 | 8-15 | 4.1 | 3-5.5 |
| TH250 | 30 | 10-25 | 6.5 | 4-7.5 |
| TH315 | 40 | 30-40 | 10 | 7.5-30 |
| TH400 | 40 | 45-60 | 16 | 15-45 |
What are the structural components of a flour conveying bucket elevator?
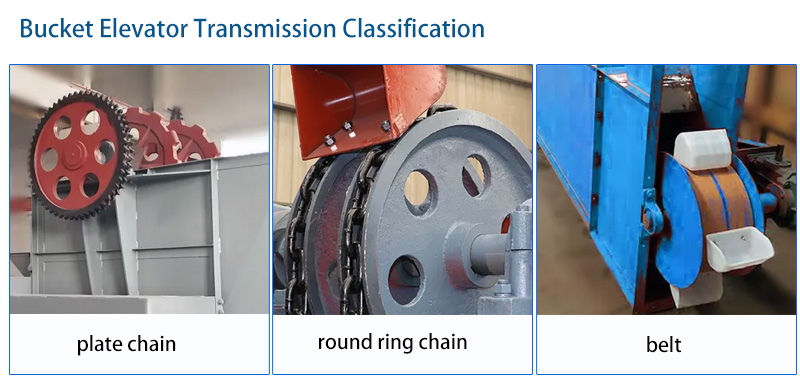
Head: includes drive device and discharge port.
Barrel: closed design to prevent dust leakage.
Base: Contains the feed port and bottom tensioning device.
Hopper: Fixed on the chain or belt, used to carry materials.
Transmission device: includes motor, reducer and chain/belt.
Flour conveying bucket elevator Customer Cases
| Application Scenario | Amount of improvement | Raise height |
| A high-capacity bakery requires vertical transportation of flour from ground-level storage to mixing silos. | 50 tons/hour, using a belt-driven TD series bucket elevator with deep-type (SH) buckets for minimal spillage | 30m |
| A flour mill integrates bucket elevators for multi-stage lifting—from cleaning to grinding and packaging. | 20–30 m³/h, using a chain-driven TH model with arc-bottom (H-type) buckets for efficient flour scooping | 25m |
| A family-owned pasta factory uses a mobile bucket elevator for occasional flour transfers between storage and production areas. | 10 m³/h | 12m |
How to choose a Flour conveying bucket elevator?
Material characteristics: such as the particle size, moisture and fluidity of flour.
Conveying capacity: Select the appropriate conveying capacity according to production needs.
Lifting height: Determine according to actual site conditions.
Hygiene requirements: Select materials and designs that meet food grade standards.
Maintenance requirements: Select models that are easy to clean and maintain.

Flour conveying bucket elevator price
The price of a Flour conveying bucket elevator varies depending on the model, configuration and customization requirements. The following is a reference price range:
Small equipment (lifting height below 10m): about $300.00−$1200.00.
Medium-sized equipment (lifting height 10-30m): about $450.00−$2400.00.
Large-sized equipment (lifting height above 30m): about $600.00−$4500.00.
Recommend Product
 Stainless Steel Bucket Elevator
Stainless Steel Bucket Elevator

Products
Hot Modules
locations
![]()
![]()
![]()
![]()
headquarters
Address:China,Yanjin county forest park gate to the west 1000 meters north road.