
Chemical Raw Material Bucket Elevator
Equipment used for vertical transportation of various chemical raw materials. It lifts materials from low to high through a bucket structure and is widely used in chemical, pharmaceutical, food and other industries.
Lifting height: 10m to 50m
Bucket type: Various bucket types are available (such as C-type, Z-type, etc.).
Bucket size: Width is 100mm-400mm, depth is 50mm-200mm.
Lifting speed: 0.5m/s-2m/s
Motor power: 1.5 kW-15 kW
What is Chemical Raw Material Bucket Elevator?
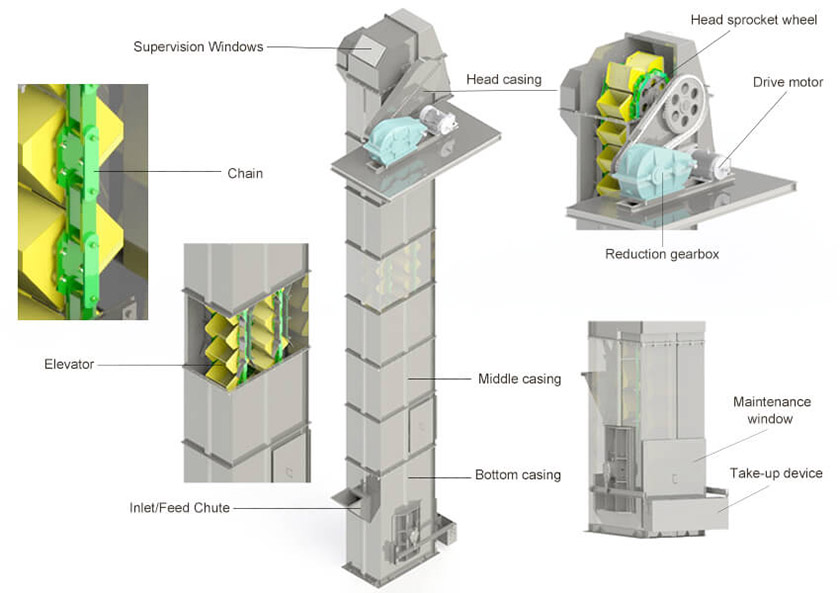
Chemical raw material bucket elevator is a mechanical equipment specially used for vertical conveying of chemical raw materials (such as granules, powders, minerals, etc.). Its core structure includes a hopper, a traction belt (or chain), a drive device and a shell, which is suitable for continuous and efficient lifting of materials. According to the design type, the common ones are Z-type chain bucket elevator and EI-type bucket elevator, and the lifting height range is generally 3 meters to 45 meters, and some models can reach 10 meters or higher.

Why Use Bucket Elevator to Transport Chemical Raw Material?
-Particle material transportation: such as fertilizers, plastic granules, mineral granules, etc.
-Powdered raw materials: such as chemical powders, fine chemicals, etc.
-Food and agriculture: For example, the lifting of agricultural products such as potatoes and grains (must meet food grade material requirements).

What are the applications of Chemical Raw Material Bucket Elevator?
-Chemical Industry: For vertical conveying of fertilizers, plastic granules, and mineral raw materials.
-Food processing: Such as the cleaning and packaging process of agricultural products.
-Pharmaceutical and Agriculture: Conveying APIs, seeds or fertilizers.
-Building materials and mining: such as cement, sand and gravel lifting.

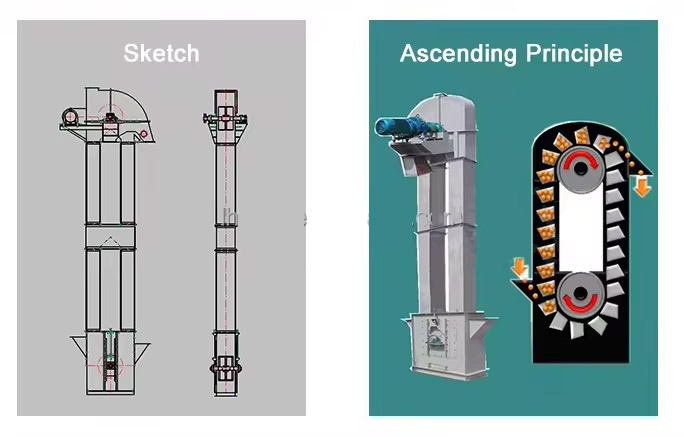
How does the Chemical Raw Material Bucket Elevator work?
The Chemical Raw Material Bucket Elevator works by using motor-driven buckets attached to a belt/chain to scoop materials from the lower inlet, vertically lift them, and discharge them at the top through centrifugal force or gravity when the buckets flip over, ensuring enclosed, dust-free transport of powders, granules, or abrasive chemicals.
What are the advantages of Chemical Raw Material Bucket Elevator?
-High efficiency and energy saving: The low speed design reduces energy consumption and is suitable for large-scale continuous operations.
-Modular structure: easy to install and maintain, and the lifting height can be adjusted according to needs.
-Good sealing: The shell design reduces dust leakage and meets environmental protection and safety standards.
-Strong adaptability: It can handle high-temperature and corrosive materials (corrosion-resistant materials such as PP or stainless steel are required).
Chemical Raw Material Bucket Elevator Parameters
| Model | TH300 | TH400 | TH315 | TH400 | TH500 | TH630 | TH800 | ||||||||
| Bucket form | Q | S | Q | S | Zh | Sh | Zh | Sh | Zh | Sh | Zh | Sh | Zh | Sh | |
| Capacity(m3/h) | 24 | 28 | 45 | 47 | 21 | 36 | 36 | 56 | 45 | 70 | 68 | 110 | 87 | 141 | |
| Bucket width(mm) | 300 | 400 | 315 | 400 | 500 | 630 | 800 | ||||||||
| Bucket volume (L) | 4.4 | 5.2 | 10 | 10.5 | 3.75 | 6 | 5.9 | 9.5 | 9.3 | 15 | 14.6 | 23.6 | 23.3 | 37.5 | |
| Pitch of buckets(mm) | 512 | 512 | 512 | 512 | 688 | 688 | 920 | ||||||||
| Chain specification | Φ18×64 | Φ18×64 | Φ18×64 | Φ18×64 | Φ22×86 | Φ22×86 | Φ26×92 | ||||||||
| Sprocket pitch diameter(mm) | 630 | 630 | 630 | 710 | 800 | 900 | 1000 | ||||||||
| Bucket speed(m/s) | 1.4 | 1.4 | 1.4 | 1.4 | 1.5 | 1.5 | 1.6 | ||||||||
| The maximum size of material(mm) | 40 | 50 | 45 | 55 | 65 | 75 | 85 | ||||||||
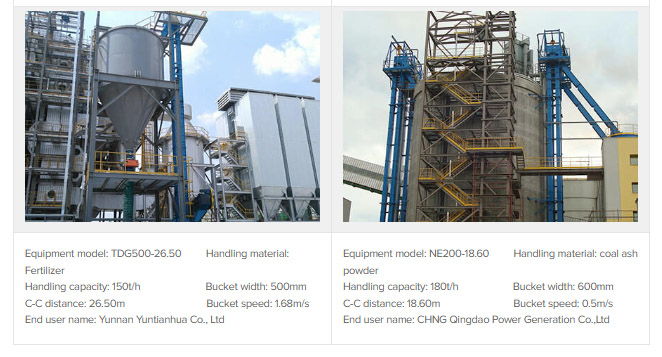
Chemical Raw Material Bucket Elevator use site
| Application Scenario | Lifting Height (m) | Capacity (m³/h) | Power Configuration | Notes |
| Phosphate Fertilizer Plant | 15 – 25 | 50 – 100 | 7.5 – 15 kW motor | Handles powdered phosphate; stainless steel construction for corrosion resistance. |
| Chemical Powder Processing | 10 – 20 | 30 – 80 | 5.5 – 11 kW motor | Enclosed design to prevent dust leakage; centrifugal discharge for fine powders |
| Lithium Battery Material Transport | 8 – 15 | 20 – 60 | 4 – 7.5 kW motor | Used for lithium carbonate/cobalt oxide; wear-resistant chain buckets |
| Acid-Resistant Chemical Transport | 12 – 30 | 40 – 120 | 11 – 22 kW motor | PVC-coated or stainless steel buckets for acidic/alkaline materials |
How to select a Chemical raw material bucket elevator?
1. Material characteristics: particle size, humidity, corrosiveness (select corrosion-resistant materials).
2. Processing capacity: select hopper capacity and speed based on hourly delivery volume.
3. Space limitations: lifting height and installation position (such as Z type is suitable for space-constrained scenarios).
4. Environmental requirements: explosion-proof, waterproof or food-grade certification (such as PP material required in the food industry).
5. Maintenance cost: Chain type is suitable for heavy loads but requires regular lubrication, while belt type is easier to maintain.



Products
Hot Modules
locations
![]()
![]()
![]()
![]()
headquarters
Address:China,Yanjin county forest park gate to the west 1000 meters north road.